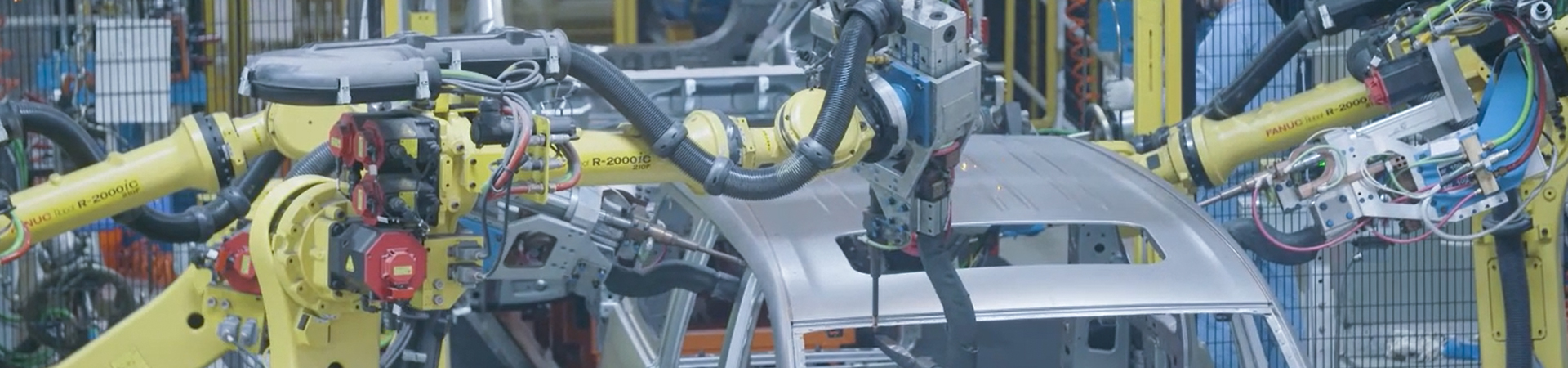
It can realize modular design and maximize the interchangeability of parts
The output current of welding gun is large and welding time is short
Welding gun designed for high strength
welding gun with high impressed pressure
The electrode cap adopts a large curved end face
C type basic parameters
Weld pressure:MAX 5500N(air pressure0.6MPa)
Max. short-circuit current:42KA
Max. stroke:120/150/200mm
Transformer capacity:225KVA X=50%
Weld gun weight:about145KG(epend on size)
Weld gun water flow:≥15L/min
Electrode ca:φ19mm
X type basic parameters
Weld pressure:≥4000N(depend on throat depth and width)
Max. short-circuit current:42KA (Gun throat depth>700mm,Max. short-circuit current is 39KA)
Max. stroke:14°opening
Transformer capacity:225KVA X=50%
Weld gun weight:about160KG(depend on size)
Weld gun water flow:≥15L/min
Electrode ca:φ19mm