标准化、模块化设计:常规焊钳0.5⼩时即可完成设计。
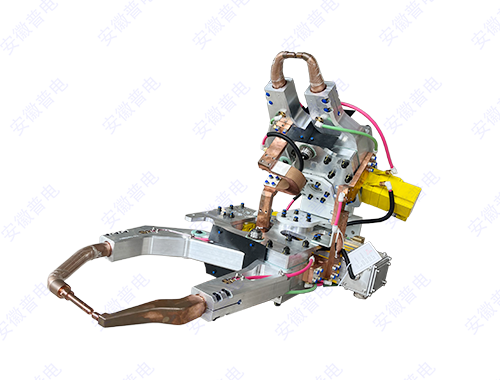
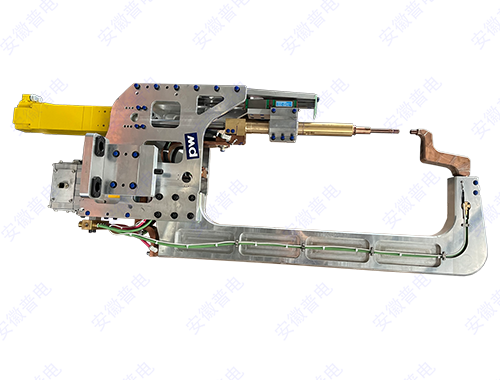
轻量化设计:采⽤进⼝航空铝材,有效保证导电率和焊接强度,焊钳轻量化60KG。
后期维护便捷:焊钳⽆需从机器⼈上卸下,即可进⾏变压器、电动缸等部件的更换。
核⼼部件稳定可靠:⼀体式电动缸采⽤国际知名品牌,分体式电动缸丝杠、轴承、同步带、联轴器等核⼼部件采⽤进⼝品牌。变压器采⽤环氧树脂真空浇筑⼯艺,配装ABB⼆极管。
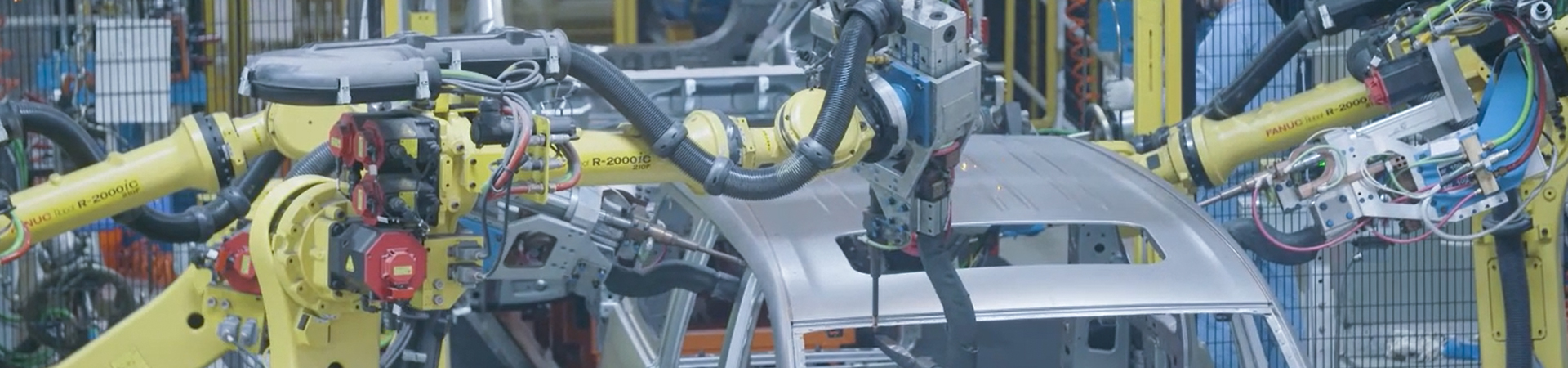
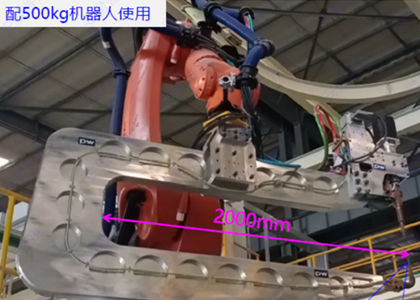
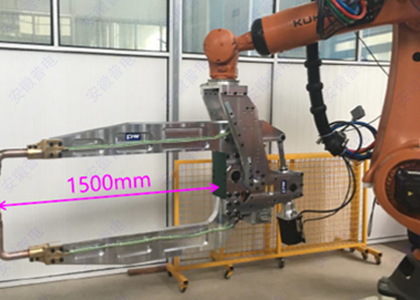
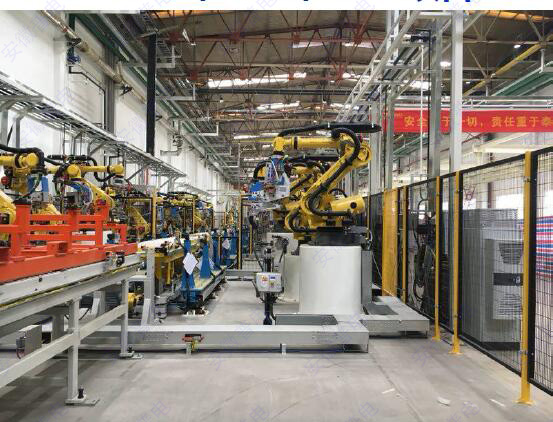
机器人伺服焊钳通过焊钳支架与机器人第6轴连接在一起,焊钳上配有变压器,通过焊接控制器的编程控制,可以输出稳定的焊接电流,达到熔化板材的目的。焊钳上的电机相当于机器人的第7轴,由机器人控制器来控制,可以根据不同板件的需要输出稳定的压力,确保板件在熔化时形成可靠的焊核。焊钳内置冷却水路,适时对变压器、电极这些部件进行循环冷却,确保持续焊接效果。
根据焊接工艺一般分为中频直流和工频交流两种,业内现在主要采用中频直流焊接工艺,中频直流采用三相电源输入,具有电流稳定、变压器重量轻、焊接能耗低等优势。
标准化、模块化设计:常规焊钳0.5⼩时即可完成设计。
轻量化设计:采⽤进⼝航空铝材,有效保证导电率和焊接强度,焊钳轻量化60KG。
后期维护便捷:焊钳⽆需从机器⼈上卸下,即可进⾏变压器、电动缸等部件的更换。
核⼼部件稳定可靠:⼀体式电动缸采⽤国际知名品牌,分体式电动缸丝杠、轴承、同步带、联轴器等核⼼部件采⽤进⼝品牌。变压器采⽤环氧树脂真空浇筑⼯艺,配装ABB⼆极管。
变压器采⽤100KVA X=50%
焊接电流≥20000A
焊接压⼒最⼤按6000N设计
焊钳喉深最⼤可做2⽶
开⼝⾏程:C型按130/190/290/390mm X型按最⼤旋转⻆度24°/19°
常规焊钳重量约90-110kg